|
1 前言 沈阳东基工业集团有限公司生产的某冲拔件在加工生产过程中,采用磁粉检测工艺以检验工件表面及近表面是否存在缺陷。过去一直采用手工操作的简易磁粉检测方法,周向、纵向分别单独磁化,设备陈旧,检测灵敏度低,很难满足产品质量指标。为解决无损检测水平低、检测人员劳动强度大、工作环境差等问题,我们联合研制开发了CJW-4000型图像显示交流自动荧光磁粉探伤机,并已应用于沈阳东基工业集团有限公司某冲拔件机加生产线在线磁粉检测,满足了某冲拔件无损检测技术要求,取得了良好的经济效益和社会效益。 2 磁粉探伤机工作原理及组成 2.1 工作原理 周向磁化采用直接通电,电流沿工件轴向通过,在工件上产生周向磁场,可检测工件表面和近表面的纵向缺陷。用线圈法对工件纵向磁化,产生纵向磁场,可检测工件表面和近表面的周向缺陷。同时施加周向和纵向磁化电流,即复合磁化,在工件上形成交变旋转矢量磁场,在连续法检测时,可检测工件表面和近表面各个方向的缺陷。退磁采用交流衰减法。 采用CCD 摄像机采集被检工件表面的磁痕图像,经计算机图像采集处理系统对磁痕图像进行A/D 转换后显示在计算机监视器上。 2.2 工艺流程 该磁粉探伤机采用复合磁化湿法连续法检测工艺,工艺流程如图1 所示。 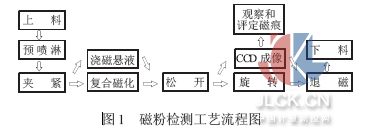
2.3 磁粉探伤机组成 2.3.1 该磁粉探伤机由上料输送装置、磁化夹持装 置、电气控制与磁化回路装置、磁粉施加装置、暗室与照明装置、旋转观察装置、退磁装置、摄像机系统、计算机图像采集处理系统组成。 2.3.2 主机共有8 个工位,分为上料、预喷淋、磁化、空工位、旋转观察、空工位、退磁、下料。工位间距为250mm,步进输送采用气缸传动。 2.3.3 磁化夹持装置采用气缸夹持方式,可根据工件长度,预先调整好一侧磁化夹头间距。可满足260mm~760mm之间的工件夹持通电。夹紧气缸可调整行程阻尼,运行比较平稳。 2.3.4 电气控制与磁化回路装置安装在一个控制柜内(不包括磁化用主变压器),监视器和按钮安装在控制柜正面,便于观察操纵。电气控制可选择程序动作的自动控制或单一机械电气动作的手动控制。磁化电流设有上下限闸门保护线路,防止磁化电流波动。 2.3.5 磁粉施加装置采用电动泵循环磁悬液,使用时流量可调节。 2.3.6 旋转观察装置采用伺服电机控制工件旋转,速度可调,实现动态观察。旋转装置还备有暂停按钮,具有点动正转、反转功能。操作者对缺陷质疑部位能调整到最佳观察位置,做出准确判断。 2.3.7 旋转观察工位采用局部暗室,操作人员只需在可见光操作室内工作。 2.3.8 选用具有自动聚焦、清晰度高、低噪声和抗电磁干扰性强等优点的日本CONICE 公司的彩色高分辨率CCD 摄像机。摄像机固定架上装有一台电机,可上、下调节摄像机的高度,调节范围为350mm,可满足各种规格工件的观测。在图像采集时,用气缸带动暗室前、后两侧的小闸门遮住前、后两侧的可见光线,便于采集到清晰的图像。 2.3.9 按工件规格和形状采用两个CCD 摄像机同时采集被检工件表面的磁痕图像,在计算机监视器上实现图像分割画面显示。每幅画面具有单独放大显示功能,有利于缺陷观察和判断。 2.3.10 计算机图像采集处理系统可对磁痕图像进行A/D 转换,并可作降噪、边缘平滑度拉伸和几何测长等图像处理,还可对磁痕图像进行打印、存档等。 2.3.11 退磁装置采用二端退磁线圈同时通过电流衰减法来进行退磁,可使退磁动作简单、可靠。 2.3.12 主要部件为国外名牌产品,如可编程控制器和伺服电机均采用日本三菱产品,紫外线灯采用美国SPECTRONICS 公司产品,其余部件均为国内名牌产品。 3 主要性能特点 3.1 传动装置采用气动步进。检测时间可根据用户实际需要现场调整,以保证达到最佳效果。同时设有自动、手动选择开关,在手动模式下,可实现单步操作;在自动模式下,PLC 控制能自动完成上料、送料、夹紧、喷洒磁悬液、磁化、松开、旋转、退磁、下料的全部过程,减轻检测人员的劳动强度,并提高了检测的速度。 3.2 用计算机可将高清晰度的CCD 摄像机拍摄到的旋转观察工位的被检工件表面磁痕图像进行降噪、放大、缩小等处理,操作人员直接观察计算机监视器,就可以清楚地观察被检工件表面磁痕,进行实时检测。在控制台上还设有暂停、正、反转控制钮,可实现对被检工件表面的任意部位的细致观察。 3.3 经过处理的图像可以远程监控。 3.4 图像处理软件有缺陷几何测长功能,处理的图像可保存、打印,使检测结果具有了可追溯性。 4 主要技术指标 4.1 适用检测工件规格尺寸: 工件长度:260 mm~760mm; 工件直径:准76 mm~准155mm; 工件重量:≤50kg。 4.2 整机步进节拍:≤30 秒/ 件(可调节);各工位动作时间:≤10 秒。 4.3 供电电源:三相50Hz 380V;瞬时最大功率:90kW。 4.4 磁化:可分别进行周向、纵向磁化,也可进行复合磁化,电流连续可调,精度5%。 周向磁化:0A~4000A (交流) 纵向磁化:0A~4000A (交流)(或磁动势≥20,000AT) 4.5 检测灵敏度:一次磁化A-15/50 型标准试片及某冲拔件的人工缺陷样件的缺陷均显示清晰,如图2、图3 所示。 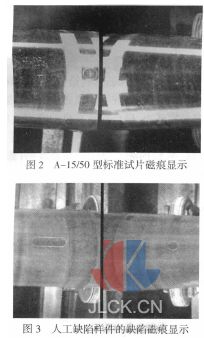
4.6 退磁线圈磁场强度≥16000A/m;退磁后剩磁值≤3 Gs。 4.7 被检工件在旋转观察工位的旋转时间可根据用户实际需要预设定在PLC 中,本机设定旋转时间为20 秒;工件旋转时径向跳动公差≤0.5 mm。 4.8 工件表面紫外线灯辐射照度≥800μW/cm2。 4.9 供气气源:≥0.5 MPa。 5 结束语 CJW-4000 型图像显示交流自动荧光磁粉探伤机自投入应用以来,已有四年多的时间,一直处于运行状态,性能稳定,检验了多批多种规格的某冲拔件,检出了多种表面和近表面的缺陷,有些缺陷很细微,有的则较严重, 如图4 所示。 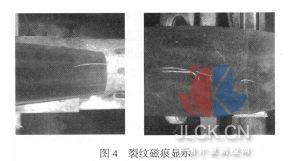
检验合格的某冲拔件经有关单位复检,从未发现漏检,表明该设备的可靠性好,各项性能和技术指标均达到了设计的要求。该设备的研制成功,填补了某冲拔件自动化生产线磁粉检测的空白,在国防兵器系统弹箭行业及管、轴、杆类零件磁粉检测中具有较大的实用价值。 摘自:中国计量测控网
|






