|
1引言 MEMS器件通常包含一些可动部分,这些可动部件很脆弱,极易受到划片和装配过程中的灰尘、气流、水汽、机械等因素的影响,从而造成器件毁坏或整体性能下降。此外,密封腔内气体的可控性(包括真空)也是影响器件运行的一个很重要的因素[1],例如依靠谐振原理工作的MEMS器件(包括高精度加速度计、陀螺和RF谐振器等)需要气密性封装以维持稳定的谐振频率和气体阻尼系数[2]。气密性封装还可以降低水气含量,防止MEMS器件的粘性失效。因此,高可靠的气密性以及腔体气体的可控性是保证器件运行稳定和低漂移的关键所在。目前,静电键合是国内外普遍使用的一种气密封装工艺,它具有键合强度高、重复性好、气密性高等优点,但是该方法对键合面的清洁度和平整度要求很高,如键合前芯片的光学加工,要求光洁度达V14级以上,表面不平整度应<50nm[3]。因此,生产效率较低,容易产生开裂、自动脱落等[4],总体成本较高。相比之下,玻璃浆料低温键合对于芯片及基板表面无特殊要求,具有工艺简单、性能优良、键合强度高、密封效果好等优点,并且可实现圆片级的封装,大大降低了封装成本。因此,在满足稳定性和可靠性的条件下,采用低温玻璃键合具有可观的经济效益。目前国内对玻璃浆料的制备及单个元件的气密封装有一定研究[5-7],但关于圆片级封装及具体工艺过程未见报道。本工作系统地研究了玻璃浆料在低温下气密封装MEMS器件的过程,并就气密封装过程中参数的优化及封装后的气密性等进行了研究。 2密封结构的制备 2·1玻璃浆料的选择 选择玻璃浆料时应满足以下几点要求: (1)热膨胀系数与基板材料匹配; (2)封接温度应低于基板材料的耐热极限温度; (3)浆料与基板及芯片有良好的浸润性。实验中采用硅或者玻璃为基板材料。考虑到Al布线,选择的玻璃焊料的封接温度应低于550℃(Al-Si共熔点577℃)。 选用Ferro公司提供的玻璃浆料,这是一种非晶态厚膜玻璃,封接温度约为450℃,热膨胀系数90×10-7/℃(与Si 26×10-7/℃以及Pyrex7740玻璃33×10-7/℃接近),并且该玻璃浆料与Si及玻璃基板均有良好的浸润性。利用扫描电镜上的X-射线能谱仪对玻璃浆料进行得出各组分的百分比MgO:6·59w%t ;Al2O3: 29·76w%t ; SiO2: 43·67w%t ; PbO2:19·09w%t ;ZnO: 0·88w%t。 2·2密封结构的实现 玻璃浆料通过丝网印刷在硅盖板上形成5·5mm×5·5mm的闭合方形环,环宽0·5mm,印刷厚度50μm。然后将此硅盖板放入回流炉中进行预烧结,使玻璃浆料中的有机溶剂完全挥发,并且在硅盖板上固化成型。预烧结完成后的硅盖板与传感器芯片对准放置,使器件位于玻璃浆料形成的闭合环中,放入键合机中进行烧结,形成密封腔。密封腔单元结构如图1所示。 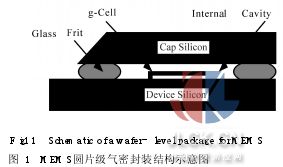 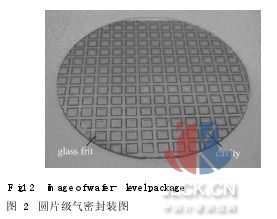
国内已有对玻璃浆料气密封装的研究[8],但是对基于圆片级的封装技术未见有报道。实验中为了便于观察圆片级封装的各环状单元玻璃浆料烧结后的形貌特征,用玻璃圆片代替硅盖板进行键合。实验结果如图2所示。 封装质量通过检测各单元的剪切强度及气密性来评定。剪切试验在Dage Series 4000键合强度测试机上进行,对样品的统计数据进行比较。气密性检测通过氦气精检和氟油粗检两步进行。氦气精检使用Varian 947氦检漏仪,其检漏精度为0·2×10-9atm cc/sec。氟油粗检在KYKY F-3型氟油加压检漏仪中进行。样品放入轻氟油(沸点45℃)中,在常温下保压4h后取出放入125℃的重氟油(沸点165℃)中观察是否有连续气泡产生。 3实验结果及讨论 3·1预烧结工艺对键合质量的影响 预烧结选择在空气中进行,其主要目的是使璃浆料中的有机溶剂充分挥发。预烧结温度的选择直接影响到键合质量的好坏。分别采用120℃和400℃两个典型的预烧结温度,实验发现,预烧结峰值温度为120℃时,由于峰值温度未达到有机溶剂的沸点,玻璃浆料中的有机溶剂未完全挥发,烧结后的封环中有大量的气泡存在,影响了气密封装的质量,降低了其可靠性。 3·2烧结温度对键合强度的影响 预烧结工艺后进行烧结(预烧结选择在空气中进行,峰值温度为400℃)。图3为相同预烧结条件不同烧结条件下样品的剪切力测量值(a的峰值温度为400℃, b的峰值温度为450℃, c的峰值温度为500℃)。图中方框的中心代表样品剪切力的平均值,方框的厚度表示结果的标准均方差,而竖线的顶端和底部相对应的十字叉形分别表示剪切力的最大值和最小值。 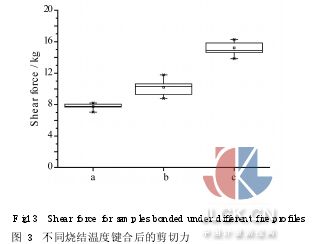  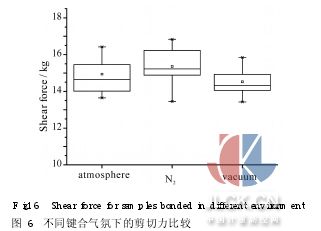
由图中可以看出,烧结温度越高,键合后的剪切力越大。烧结温度为400℃和450℃时,剪切力较低,仅为10kg,这是因为峰值温度太低,没有达到玻璃浆料的熔融温度,浆料中的颗粒未完全熔融,不均匀的分布在键合层,导致键合强度的降低。扫描电镜下观察到的图像如图4所示,玻璃浆料分布不连续,均匀性较差,这是影响键合强度的主要因素。图5为500℃烧结后键合层形貌的扫描电镜图。与400℃的图像相比较,玻璃浆料中的颗粒充分熔融,仅有较小的颗粒和气孔。经测量,在烧结温度为500℃时,剪切力平均值为15·2kg,与400℃和450℃的烧结温度下的剪切力相比有了较大提高。由此说明, 500℃以上的烧结温度可达到较高的键合强度。然而,基于器件上金属布线的限制,烧结温度不能高于550℃(Al-Si共熔点577℃)。 3·3键合气氛对键合强度的影响 图6为不同键合气氛下的剪切力测量值(预烧结温度400℃,烧结温度500℃)。从图中可以看出,在空气、氮气和真空中的剪切力大小基本一致,因此可以认为,键合气氛对键合强度的影响可以忽略不计。 3·4压力对键合强度的影响 在烧结过程中需加以一定压力,以保证键合强度及气密性要求。图7为不同压力下的剪切力测量值(预烧结温度400℃,烧结温度500℃,氮气气氛)。当外加压力为0时,剪切力为8kg。当外加压强为3kPa时,剪切力提高到了15kg,而再继续增加到6kPa、12kPa时,剪切强度值没有明显变化。这是因为预烧结后浆料表面凹凸不平,即使浆料中的颗粒完全熔融,在没有施加外压的情况下,表面张力的存在使得键合面未能完全接触,键合层中含有气泡和孔洞,影响了键合强度。所需的外压只需克服浆料熔融时的表面张力,使键合面完全接触,排出不平整处残留的气体。因此,施加外压后键合强度显著提高。 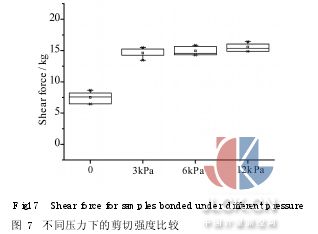
压力大小直接影响到键合后的外观质量。玻璃浆料在熔融键合过程中会向外延展,线条变宽。并且外压越大,延展越多。因此所加外压不宜过大,只需克服玻璃浆料熔融时的表面张力即可。 3·5气密性检测 依据相关标准[8],样品在压强为0·4MPa的氦气中保压2h后进行漏率测量,其漏率极限值为4×10-7。实验测得的漏率值均为10-8量级,符合要求。精检合格的全部样品进入下一步的氟油粗检。在氟油粗检中有15%的样品观察到了气泡的产生,判定为失效。同样的烧结条件下,封装的气密性与浆料印刷的质量相关。欲提高圆片级封装的合格率,必须保证玻璃浆料印刷的平整度与均匀性。 4结论 低温烧结玻璃浆料对MEMS器件进行气密封装是一个可行的方法。采用预烧结温度400℃(空气气氛),烧结温度500℃(空气、氮气或真空),外加压强3kPa以上时,键合后的剪切力达到相关标准(如MIL-STD-833E)的要求,漏率检测合格率达到85%。该方法工艺简单,可靠性高,成本低,可实现芯片的圆片级封装。 摘自:中国计量测控网
|






